Akademie CNC obrábění (70)
Minulý informativní příklad věnoval pozornost např. úvodnímu programovému bloku obráběné součásti, jejíž zadání je v kapitole č. 62. Dnes proto na něj navážeme, avšak nejprve zaměříme svou pozornost do oblasti nastavení několika hodnot, které je v průběhu NC programování možno/vhodné občas měnit.
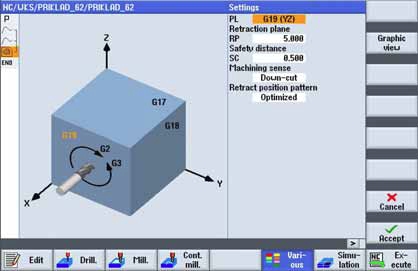
Obr. 1: Dialogové okno s názvem Nastavení
Nastavení prvního programového bloku při dílensky orientovaném NC programování v řídicím systému Sinumerik- ShopMill či externě na PC v softwarovém prostředí SinuTrain Operate 2.6 je mnohdy uživateli považováno za globální, a tedy platné pro celý vytvářený hlavní program či podprogram. Nahlédneme-li však na reálnou výrobu detailněji, zjistíme, že v prvotních fázích třískového obrábění je nejprve hrubovacími operacemi z „poměrně nepřesného“ polotovaru odebráno velké množství přebytečného materiálu, čímž dojde k „výraznému“ zpřesnění celkového tvaru obrobku.
Navazující dokončovací obrábění již vychází z tohoto částečně obrobeného kusu, jehož toleranční pole jsou v této fázi zpravidla „výrazně“ užší než tomu bylo před hrubováním. Z toho vyplývá, že číselné hodnoty nastavení např. roviny rychloposuvu, bezpečné najížděcí vzdálenosti či návratové vzdálenosti musí být pro hrubování poměrně velké, avšak při dokončování je již zpravidla možno najíždět do záběru řezným nástrojem např. s kratší bezpečnou vzdáleností. K dispozici je proto dialogové okno Settings (obr. 1), které je možno aktivovat ikonou horizontálního menu Various a následně ikonou vertikálního menu Settings. (Pozn.: V rámci tohoto dialogového okna je dále možno např. změnit rovinu obrábění, čímž lze „velmi snadno“ programovat frézování např. na pětiosých strojích.) 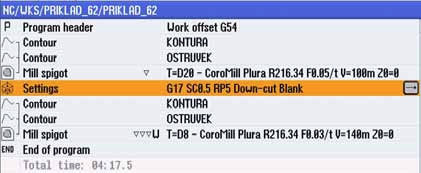
Obr. 2: Struktura NC programu se změnou polohy pracovních rovin
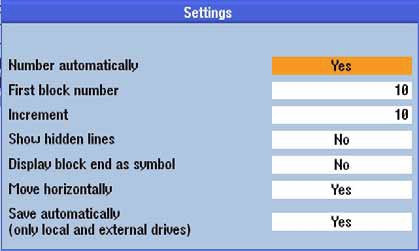
Obr. 3: Dialogové okno nastavení struktury NC programu
Struktura NC programu respektující výše naznačený postup obrábění je na obr. 2, přičemž zde bylo využito i kopírování zřetězených bloků určených pro hrubování (řádky č. 2 a 3). Vložení těchto programových řádků do NC programu za blok Settings ještě jedenkrát se stejným názvem (řádky 6 a 7) umožňuje v případě nutnosti editace křivek provést tyto změny jen jedenkrát a tyto změny budou platné pro všechny shodně se jmenující bloky. Pro snadnější orientaci ve výukových či rozsáhlých NC programech je obdobně jako u ISO programování možné využít automatického číslování jednotlivých bloků. Ikona s názvem Settings neboli Nastavení je dostupná z vertikální lišty po jejím rozšíření na druhou skupinu. Mimo automatického číslování s definovatelným krokem je dále možno zobrazit skryté řádky nebo nastavit či deaktivovat automatické ukládání zrealizovaných změn v nastavení NC programu.
Operaci navrtávání zařazenou logicky před vrtáním otvorů na roztečné kružnici s průměrem 30 mm je v řadě případů možno realizovat do automaticky vypočítané hloubky (počítá řídicí systém stroje na základě geometrie řezného nástroje a průměru kružnice) tak, aby na ploše rovnou vzniklo sražení následně vrtaného otvoru s hodnotou 1x45°. Tabulka dialogového okna pro navrtání těchto otvorů totiž umožňuje definovat průměr vznikajícího kužele (zde 8 mm). Pozornost je však možno věnovat i parametru DT, který definuje časovou prodlevu řezného nástroje ve spodní poloze. Zde je tedy zastavením na dobu 0,1 s umožněno vyhlazení obráběné plochy, poněvadž při tomto zastavení dojde přibližně ke třem otáčkám řezného nástroje bez vertikálního posuvu.
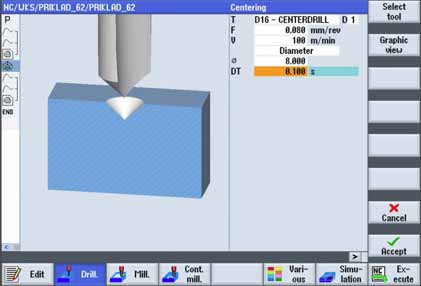
Obr. 4: Dialogové okno navrtání otvoru
Za navrtáním následuje v posloupnosti programových bloků zpravidla vrtání a poziční obrazec. Celá tato zřetězená sestava však může být vložena ještě před dokončovací frézování, které bylo naznačeno na začátku této kapitoly, čímž bude ve finále realizováno naprogramování obrobení celé součásti s respektováním zásady, která říká, že nejprve by mělo být realizováno obrábění s nižšími nároky na přesnost a kvalitu obrobeného povrchu a až po něm dokončení nejdůležitějších ploch (ploch s největšími nároky na přesnost nebo kvalitu povrchu). Ale o tom podrobněji až někdy příště.
Ing. Aleš Polzer, Ph.D.
Článek vznikl za spolupráce ÚST, FSI VUT v Brně, s firmou Siemens, s.r.o. a redakcí Technického týdeníku